全国服务热线:
150-4934-5181

全国服务热线:
150-4934-5181
电 话:15049345181
网 址:fiacs.cn
网址: fiacs.cn
地 址:包头市昆区卜尔汉图镇110国道652公里处路北
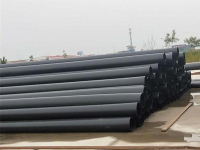
①原料卷、焊丝、焊剂等。投料前经过严格的理化检验。

②钢头尾对接,采用单丝或双丝埋弧焊接,卷制后用自动埋弧焊补焊。
③带钢成型前,经矫平、剪边、刨边、表面清理及弯边处理。
④用电接压力表控制输送机两侧受压油缸的压力,保障带钢输送平稳。
⑤采用外部控制或内部控制滚轮成型。
⑥包头管道保温采用焊缝间隙控制装置,保障焊缝间隙满足焊接要求,同时严格控制管径、错边量和焊缝间隙。
⑦内、外焊均由电焊机进行单丝或双丝埋弧焊接,以获得稳定的焊接规范。
⑧焊好的焊缝通过在线连续超声自动伤痕检查,保障了螺旋焊缝的无损检测覆盖率。如有缺陷,自动报警并喷涂标记,生产工人可随时调整工艺参数,及时消除缺陷。包头保温管
⑨用空气等离子切割机切割钢管,单根切割。
⑩在切割成单根钢管后,对每批钢管进行一次严格的首检,检查焊缝的机械性能、化学成分、溶合状况、钢管表面质量和无损探伤检验,确保制管工艺合格后,才能正式投入生产。
⑪焊缝上有连续声波探伤标记的部位,经人工超声和X射线复查,如确有缺陷,修补后再进行一次无损检测,直至缺陷消失为止。
⑫带钢对焊缝处及与螺旋焊缝相交的丁形接头,均经X射线电视或拍片检查。
⑬每根钢管进行静水压力测试,压力采用径向密封。测试压力和时间均由微机钢管水压检测装置严格控制。测试参数自动打印记录。
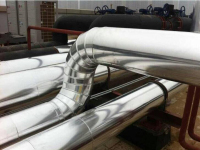
⑭造成这一现象的主要原因是输暖管出现故障。这不是因为漏管,而是因为管道本身的保温性能。供热从锅炉向用户家中输送,是需要通过管道的,在此过程中会消耗大量的热量。
⑮当管道温度上升后,供暖效果才会更好。所以,想要暖气管道效果更好,必须将管道全部更换为聚氨酯保温管。这类管道保温效果很好,而且热启冷启冷很快,可以满足暖气用户的采暖需求。
*免责声明:转载内容均来自于网络,如有异议请及时联系,本网将予以删除。